
1. Introduction to Electroslag Welding
Electroslag Welding (ESW) is a high-efficiency welding process designed for thick metal plates (typically ≥25mm) in vertical or near-vertical positions. Its core principle involves generating resistive heat via electric current passing through a conductive slag pool, which melts both the base metal and filler material to form a weld seam.
2. Types of Electroslag Welding
ESW is categorized based on electrode configurations:
2.1. Wire Electrode ESW
Uses consumable wire electrodes. Suitable for welding plates 40–450mm thick or long seams. Multiple wires can be used for thicker plates, with optional lateral oscillation.
2.2. Plate Electrode ESW
Employs metal strips as electrodes. Ideal for short seams (<1.5m) or large cross-sections. Limited by the need for plate electrodes 3–4 times the weld length.
2.3. Molten Nozzle ESW
Combines a fixed nozzle (steel plate/pipe assembly) and wire electrodes. Capable of welding ultra-thick sections (up to 2m) and long seams (>10m). Simplified versions (e.g., coated tubes) are used for thinner plates, termed "Tubular Electrode ESW."
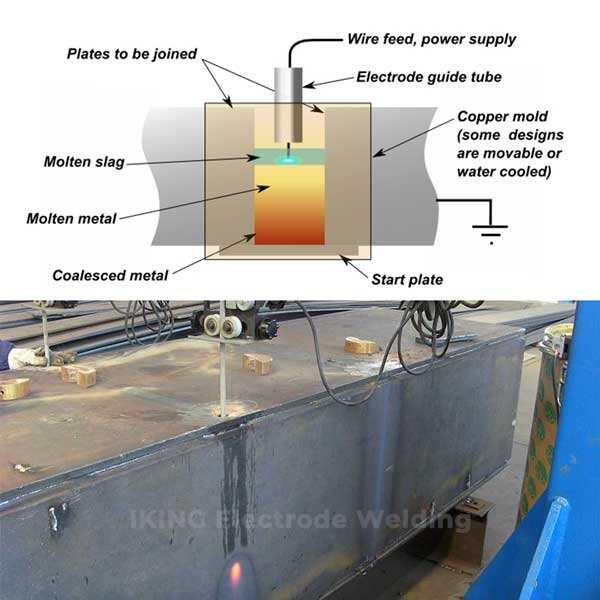
3. Working Principle
3.1. Arc Ignition: An arc is struck between the wire and a starting plate, melting flux to form a slag pool.
3.2. Slag Conduction: Post-arc extinction, current flows through the slag, generating temperatures of 1700–2000°C to melt the electrode and base metal.
3.3. Vertical Solidification: Molten metal solidifies under water-cooled copper shoes, forming a uniform weld.
4. Key Equipment and Materials
4.1. Power Source:
AC or DC power supplies with a current range of 400–1000A (customizable).
4.2. Flux:
High-conductivity slag (e.g., CaF₂-Al₂O₃-based). Common grades include:
a. HJ360: Medium-manganese, high-silicon, medium-fluoride flux for low-carbon and low-alloy steels.
b. HJ170: Conductive in solid state, used to initiate slag pools.
c. HJ431: Versatile flux for general ESW applications.
4.3. Electrodes:
a. Wires: Low-alloy steels (e.g., H08MnA, H08Mn2SiA).
b. Plates/Nozzles: Materials like Q295 (09Mn2) or 20# seamless steel tubes.
5. Applications
5.1. Heavy Machinery: Pressure vessels, hydro turbine rotors.
5.2. Energy Projects: Wind turbine towers (60–150mm thick), nuclear reactor vessels.
5.3. Bridges & Shipbuilding: Box girders, hull sections.
6. Advantages and Limitations
A. Advantages:
a1. Single-pass welding for ultra-thick plates (30–1000+mm), 5–10x faster than submerged arc welding.
a2. High-purity welds due to impurity floatation into slag.
a3. Adaptable to structural steels and castings.
B.Limitations:
b1. Restricted to vertical positions; high equipment costs.
b2. Excessive heat input may coarsen the HAZ grain structure.
b3. Post-weld normalization is often required to restore toughness.
7. Critical Process Parameters
7.1 Key factors influencing weld quality:
a. Current & Voltage: Higher values increase heat input but may destabilize the slag pool.
b. Gap Width: Larger gaps enhance penetration but reduce efficiency.
c. Slag Pool Depth: Affects weld width and process stability.
7.2 Example Optimization:
To achieve wide, shallow welds:
a. Increase voltage or reduce current.
b. Adjust gap width and slag depth within narrow tolerances.
8. Case Study
In China’s Three Gorges Dam project, ESW enabled single-pass welding of 300mm-thick steel plates for generator rotors, reducing construction time by 60%.
For further details, please contact us.
 Hot News
Hot News
Founded in 1991, China IKING Industrial Group is a global leader in advanced welding solutions. With over 30 years of expertise, we specialize in designing, manufacturing, and deploying state-of-the-art submerged arc welders, electroslag welding systems, and stud welding equipment. Our innovative technologies have empowered industries like wind energy, shipbuilding, rail transportation, and heavy machinery across 100+ countries, delivering over 10,000 high-performance machines worldwide.
RM801-822, Hongxing Building 3, Linke West Road, Hedong District, Tianjin, China
Copyright © 2025 China IKING Industrial Group Co., Ltd. All right reserved Privacy Policy






