
1. Введение в электродуговую сварку
Электрослужебная сварка (ESW) — это высокоэффективный процесс сварки, предназначенный для толстых металлических пластин (обычно ≥25мм) в вертикальном или близком к вертикальному положении. Основной принцип заключается в создании сопротивляющегося тепла за счет прохождения электрического тока через проводящий шлаковый бассейн, который плавит как основной металл, так и присадочный материал, формируя сварной шов.
2. Типы электрослужебной сварки
ESW классифицируется на основе конфигураций электродов:
2.1. Сварка ESW проволочным электродом
Использует расходуемые проволочные электроды. Подходит для сварки пластин толщиной 40–450мм или длинных швов. Можно использовать несколько проволок для более толстых пластин, с возможностью боковых колебаний.
2.2. Сварка ESW пластинчатым электродом
Применяет металлические полосы в качестве электродов. Идеально подходит для коротких швов (<1,5м) или больших поперечных сечений. Ограничивается необходимостью использования пластинчатых электродов длиной 3–4 раза больше длины сварного шва.
2.3. Электрослужебная сварка с плавящимся соплом
Сочетает в себе стационарный насадок (стальная пластина/конструкция из трубы) и проволочные электроды. Подходит для сварки сверхтолстых секций (до 2 м) и длинных швов (>10 м). Упрощенные версии (например, омедненные трубы) используются для более тонких пластин, что называется "Трубчатый Электрод ЭСШ."
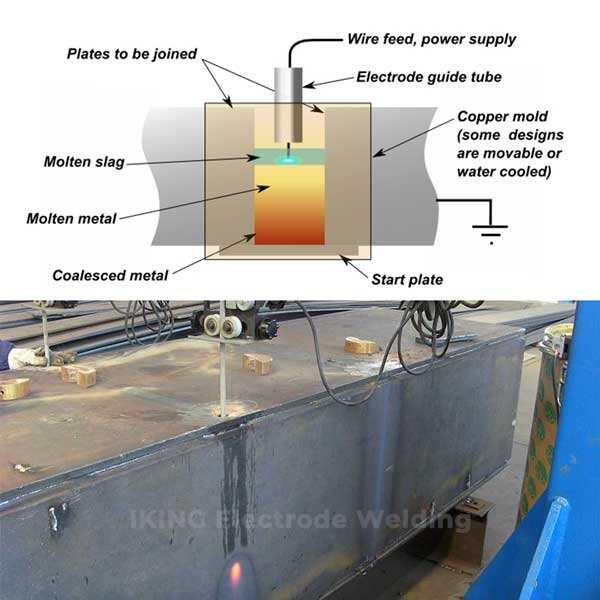
3. Принцип работы
3.1. Зажигание дуги: Дуга возникает между проволокой и начальной пластиной, плавя флюс для образования шлакового слоя.
3.2. Шлаковая проводимость: После гашения дуги ток проходит через шлак, создавая температуры 1700–2000°C для плавления электрода и основного металла.
3.3. Вертикальная кристаллизация: Расплавленный металл затвердевает под водяным охлаждением медных башмаков, формируя равномерный шов.
4. Основное оборудование и материалы
4.1. Источник питания:
Переменные или постоянные источники питания с диапазоном тока 400–1000A (настраиваемые).
4.2. Флюс:
Высокопроводящий шлак (например, на основе CaF₂-Al₂O₃). Общие марки включают:
a. HJ360: Среднемарганцевый, высокосиликатный, среднегалогенный флюс для низкоуглеродистых и низколегированных сталей.
b. HJ170: Проводящий в твердом состоянии, используется для инициации шлаковых ванн.
c. HJ431: Универсальный флюс для общих применений ЭСС.
4.3. Электроды:
a. Прожилки: Низколегированные стали (например, H08MnA, H08Mn2SiA).
b. Пластины/распылители: Материалы, такие как Q295 (09Mn2) или бесшовные стальные трубы 20#.
5. Применения
5.1. Тяжелое машиностроение: Давление сосудов, роторы гидротурбин.
5.2. Энергетические проекты: Опоры ветряных турбин (60–150 мм толщиной), корпуса ядерных реакторов.
5.3. Мосты и судостроение: Коробчатые фермы, секции корпуса.
6. Преимущества и ограничения
A. Преимущества:
однопроходная сварка ультратолстых пластин (30–1000+мм), в 5–10 раз быстрее, чем при подводной дуговой сварке.
сварные швы высокой чистоты благодаря выведению примесей в шлак.
подходит для конструкционных сталей и отливок.
Ограничения:
применяется только в вертикальном положении; высокая стоимость оборудования.
избыточный тепловой ввод может привести к укрупнению зерна зоны термического влияния.
послеплавовая нормализация часто требуется для восстановления вязкости.
7. Критические параметры процесса
7.1 Основные факторы, влияющие на качество сварного соединения:
ток и напряжение: Более высокие значения увеличивают тепловой ввод, но могут нестабилизировать шлаковый бассейн.
b. Ширина зазора: Более широкие зазоры увеличивают проникновение, но снижают эффективность.
c. Глубина шлакового слоя: Влияет на ширину сварного шва и стабильность процесса.
7.2 Пример оптимизации:
Для получения широких и мелких швов:
a. Увеличьте напряжение или уменьшите ток.
b. Отрегулируйте ширину зазора и глубину шлака в узких пределах допусков.
8. Кейс
В проекте Трехгorgesкой плотины в Китае ЭШС позволил выполнять однопроходную сварку стальных пластин толщиной 300 мм для роторов генераторов, сократив время строительства на 60%.
Для дополнительной информации свяжитесь с нами.
 Горячие новости
Горячие новости
Founded in 1991, China IKING Industrial Group is a global leader in advanced welding solutions. With over 30 years of expertise, we specialize in designing, manufacturing, and deploying state-of-the-art submerged arc welders, electroslag welding systems, and stud welding equipment. Our innovative technologies have empowered industries like wind energy, shipbuilding, rail transportation, and heavy machinery across 100+ countries, delivering over 10,000 high-performance machines worldwide.
RM801-822, Hongxing Building 3, Linke West Road, Hedong District, Tianjin, China
Copyright © 2025 China IKING Industrial Group Co., Ltd. All right reserved Политика конфиденциальности






