
1. 電気溶渣溶接の概要
電気溶渣溶接(ESW)は、厚い金属板(通常は≥25mm)を垂直または準垂直の位置で効率的に溶接するためのプロセスです。その基本原理は、導電性の溶渣プールを通じて電流が流れ抵抗熱を発生させ、ベースメタルと充填材を溶かして溶接 Seam を形成することです。
2. 電気溶渣溶接の種類
ESW は、電極の構成に基づいて分類されます:
2.1. ワイヤー電極ESW
消費型ワイヤー電極を使用します。40~450mmの厚さの板や長いSeamの溶接に適しています。より厚い板には複数のワイヤーを使用でき、オプションで横方向に振動させることができます。
2.2. プレート電極ESW
金属ストリップを電極として使用します。短いSeam(<1.5m)や大きな断面積に理想的です。溶接長さの3~4倍のプレート電極が必要であるため制限されます。
2.3. 溶融ノズルESW
固定ノズル(鋼板/配管アセンブリ)とワイヤ電極を組み合わせたものです。超厚肉部材(最大2m)や長い継ぎ目(10m以上)の溶接が可能です。簡略化されたバージョン(例:被覆チューブ)は、薄い鋼板用に使用され、「チューブラー電極ESW」と呼ばれます。
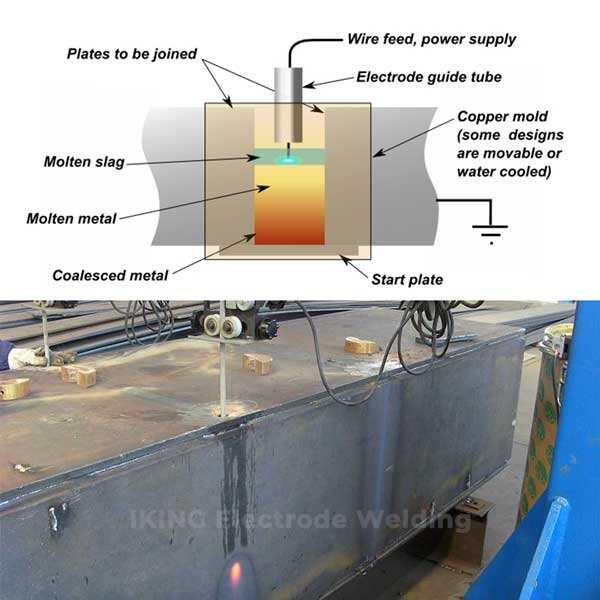
3. 動作原理
3.1. 放電開始:ワイヤとスタートプレートの間でアークが発生し、フラックスが溶けてスラグプールを形成します。
3.2. スラグ伝導:アーク消滅後、電流がスラグを通じて流れ、1700~2000°Cの温度で電極と母材を溶かします。
3.3. 垂直凝固:溶融金属は水冷式の銅シューズの下で凝固し、均一な溶接部を形成します。
4. 主な設備と材料
4.1. 電源:
400~1000Aの電流範囲を持つACまたはDC電源(カスタマイズ可能)。
4.2. フラックス:
高伝導性のスラグ(例:CaF₂-Al₂O₃系)。一般的なグレードには以下があります:
a. HJ360: 低炭素鋼および低合金鋼用の中マンガン、高ケイ素、中フッ化物フラックス。
b. HJ170: 固体状態で導電性があり、スラグプールを開始するために使用されます。
c. HJ431: 一般的なESW用途向けの汎用フラックス。
4.3. 電極:
a. ワイヤー: 低合金鋼(例: H08MnA, H08Mn2SiA)。
b. プレート/ノズル: Q295 (09Mn2) や20#無継ぎ鋼管などの材料。
用途
5.1. 重機械: 圧力容器、水力タービンロータ。
5.2. エネルギープロジェクト: (60–150mm厚)風力タービン塔、原子炉容器。
5.3. 橋梁・造船: 箱型桁、船体セクション。
6. 利点と制限
A. 利点:
a1. 超厚板(30~1000+mm)の単パス溶接、埋め込みアーク溶接より5~10倍速い。
a2. 不純物がスラグに浮上することによる高純度の溶接部。
a3. 構造用鋼材や鋳物への適応性。
B. 制限条件:
b1. 垂直位置に制限;設備コストが高い。
b2. 過剰な熱入力によりHAZの結晶組織が粗くなる可能性がある。
b3. 溶接後の正火が必要となることが多い(靭性を回復するために)。
7. 重要な工程パラメータ
7.1 溶接品質に影響を与える主要因:
a. 電流と電圧: 高い値は熱入力を増加させるが、スラグプールが不安定になる可能性がある。
b. ガップ幅: 大きなガップは貫通力を向上させますが、効率が低下します。
c. スラグプールの深さ: ロード幅とプロセスの安定性に影響します。
7.2 例による最適化:
広く浅い溶接を達成するために:
a. 電圧を上げるか、電流を下げる。
b. ガップ幅とスラグの深さを狭い公差内で調整する。
8. 事例研究
中国の三塩水ダムプロジェクトでは、ESWが発電機ローター用の厚さ300mmの鋼板の単一パス溶接を可能にし、建設時間を60%削減しました。
詳細については、お気軽にお問い合わせください。
 ホットニュース
ホットニュース2025-04-16
2025-03-26
2025-03-26
2025-03-26

Founded in 1991, China IKING Industrial Group is a global leader in advanced welding solutions. With over 30 years of expertise, we specialize in designing, manufacturing, and deploying state-of-the-art submerged arc welders, electroslag welding systems, and stud welding equipment. Our innovative technologies have empowered industries like wind energy, shipbuilding, rail transportation, and heavy machinery across 100+ countries, delivering over 10,000 high-performance machines worldwide.
RM801-822, Hongxing Building 3, Linke West Road, Hedong District, Tianjin, China
Copyright © 2025 China IKING Industrial Group Co., Ltd. All right reserved プライバシーポリシー






