
1. Introduction à la soudure électroslag
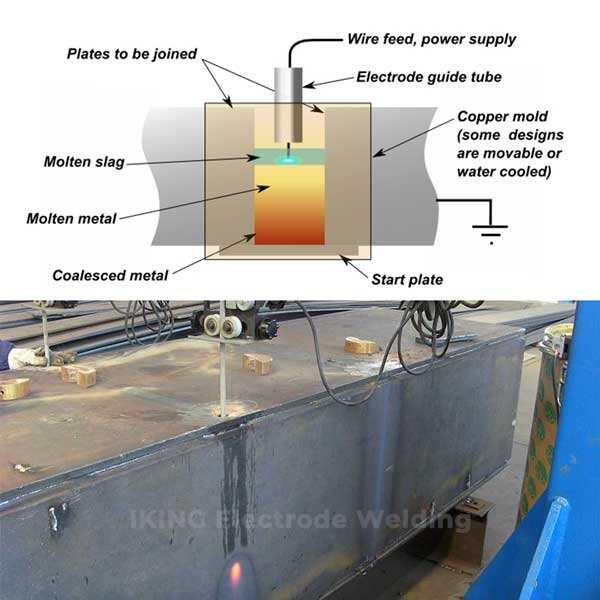
Le soudage par électroslag (ESW) est un procédé de soudage à haute efficacité conçu pour des plaques métalliques épaisses (généralement ≥25mm) en position verticale ou quasi-verticale. Son principe fondamental consiste à générer de la chaleur résistive via un courant électrique passant à travers une mare de scorie conductrice, qui fait fondre à la fois le métal de base et le matériau de remplissage pour former une couture de soudage.
2. Types de soudage par électroslag
L'ESW est classifié selon les configurations d'électrodes :
2.1. ESW à électrode fil
Utilise des électrodes fil consumables. Adapté au soudage de plaques de 40–450mm d'épaisseur ou de longues coutures. Plusieurs fils peuvent être utilisés pour des plaques plus épaisses, avec une oscillation latérale optionnelle.
2.2. ESW à électrode plaque
Emploie des lames métalliques comme électrodes. Idéal pour les coutures courtes (<1,5m) ou les sections transversales importantes. Limité par la nécessité d'avoir des électrodes-plaques 3–4 fois la longueur du soudage.
2.3. ESW à bec fondu
Combine un embout fixe (assemblage de plaque d'acier/tube) et des électrodes filaires. Capable de souder des sections ultra-épaisses (jusqu'à 2 m) et des joints longs (>10 m). Des versions simplifiées (par ex., tubes revêtus) sont utilisées pour des plaques plus fines, appelées « ESW à Électrode Tubulaire ».
3. Principes de fonctionnement
3.1. Allumage de l'arc : Un arc est établi entre le fil et une plaque de démarrage, faisant fondre le flux pour former un bain de scorie.
3.2. Conduction de la scorie : Après extinction de l'arc, le courant passe à travers la scorie, générant des températures de 1700–2000°C pour faire fondre l'électrode et le métal de base.
3.3. Solidification verticale : Le métal fondu se solidifie sous des chaussures en cuivre refroidies à l'eau, formant une soudure uniforme.
4. Équipements et matériaux clés
4.1. Source de puissance :
Alimentations en courant alternatif ou continu avec une plage de courant de 400–1000 A (personnalisable).
4.2. Flux :
Scories à haute conductivité (par ex., à base de CaF₂-Al₂O₃). Les grades courants incluent :
a. HJ360 : Flux à moyenne teneur en manganèse, haute teneur en silicium et moyenne teneur en fluor, utilisé pour les aciers au carbone faible et les aciers alliés légers.
b. HJ170 : Conducteur à l'état solide, utilisé pour initier les bassins de scories.
c. HJ431 : Flux polyvalent pour applications ESW générales.
4.3. Électrodes :
a. Fils : Aciers à faible teneur en alliages (par ex., H08MnA, H08Mn2SiA).
b. Plaques/Busines : Matériaux comme le Q295 (09Mn2) ou tubes d'acier sans soudure 20#.
5. Applications
5.1. Machinerie Lourde : Réservoirs sous pression, rotors de turbines hydrauliques.
5.2. Projets Énergétiques : Tours d'éoliennes (60–150 mm d'épaisseur), cuves de réacteurs nucléaires.
5.3. Ponts et Construction Navale : Longerons, sections de coque.
6. Avantages et Limites
A. Avantages :
a1. Soudage en une seule passe pour des plaques ultra-épaisses (30–1000+mm), 5–10 fois plus rapide que le soudage sous électrode enfouie.
a2. Soudures de haute pureté grâce à la flottaison des impuretés dans le laitier.
a3. Adapté aux aciers structuraux et aux fonderies.
B.Limitations :
b1. Restreint aux positions verticales ; coûts d'équipement élevés.
b2. Une entrée excessive de chaleur peut grossir la structure cristalline de la zone thermiquement affectée (ZTA).
b3. Une normalisation après soudage est souvent nécessaire pour restaurer la tenacité.
7. Paramètres critiques du procédé
7.1 Facteurs clés influençant la qualité du soudage :
a. Intensité et tension : Des valeurs plus élevées augmentent l'apport calorifique mais peuvent destabiliser le bain de laitier.
b. Largeur de l'interstice : Des interstices plus larges améliorent la pénétration mais réduisent l'efficacité.
c. Profondeur du bassin de scories : Influence la largeur du soudage et la stabilité du processus.
7.2 Exemple d'optimisation :
Pour obtenir des soudures larges et peu profondes :
a. Augmentez la tension ou réduisez le courant.
b. Ajustez la largeur de l'interstice et la profondeur des scories dans des tolérances étroites.
8. Étude de cas
Dans le projet des Trois Gorges en Chine, le SFE a permis un soudage en une seule passe de plaques d'acier épaisses de 300 mm pour les rotors des générateurs, réduisant le temps de construction de 60 %.
Pour plus de détails, veuillez nous contacter.
 Actualités à la Une
Actualités à la Une
Founded in 1991, China IKING Industrial Group is a global leader in advanced welding solutions. With over 30 years of expertise, we specialize in designing, manufacturing, and deploying state-of-the-art submerged arc welders, electroslag welding systems, and stud welding equipment. Our innovative technologies have empowered industries like wind energy, shipbuilding, rail transportation, and heavy machinery across 100+ countries, delivering over 10,000 high-performance machines worldwide.
RM801-822, Hongxing Building 3, Linke West Road, Hedong District, Tianjin, China
Copyright © 2025 China IKING Industrial Group Co., Ltd. All right reserved Politique de confidentialité






