
1. مقدمة عن لحام الكهرباء بالرمل
اللحام الكهربائي بالخث (ESW) هو عملية لحام فعالة مصممة للصفائح المعدنية السميكة (عادةً ≥25 مم) في مواقع عمودية أو شبه عمودية. يعتمد المبدأ الأساسي على إنتاج حرارة مقاومة عبر تدفق التيار الكهربائي من خلال بركة خث موصلة، مما يذيب كلًا من المعدن الأساسي ومادة الحشو لتكوين خيط لحام.
2. أنواع اللحام الكهربائي بالخث
يتم تصنيف ESW بناءً على تكوينات الكاثود:
2.1. لحام الخث الكهربائي باستخدام كاثود سلكي
يستخدم أسلاك كاثود استهلاكية. مناسبة للحام الصفائح السميكة التي تتراوح بين 40-450 مم أو خيوط لحام طويلة. يمكن استخدام عدة أسلاك للصفائح الأكثر سمكًا، مع اهتزاز جانبي اختياري.
2.2. لحام الخث الكهربائي باستخدام كاثود لوحي
يستخدم شرائح معدنية كأقطاب كهربائية. مثالي للخيوط القصيرة (<1.5 م) أو الأقسام العرضية الكبيرة. محدود بسبب الحاجة إلى أقطاب كهربائية ذات طول 3-4 أضعاف طول اللحام.
2.3. لحام الخث الكهربائي باستخدام فوهة مذابة
يجمع بين فوهة ثابتة (لوحة فولاذية / تركيب أنابيب) وأقطاب سلكية. قادر على لحام الأقسام فوق السميكة (حتى 2 متر) والخياطات الطويلة (> 10 أمتار). تُستخدم الإصدارات المبسطة (على سبيل المثال، الأنابيب المطلية) للوحات الأقل سمكًا، ويُطلق عليها "اللواقط الأنبوبية ESW".
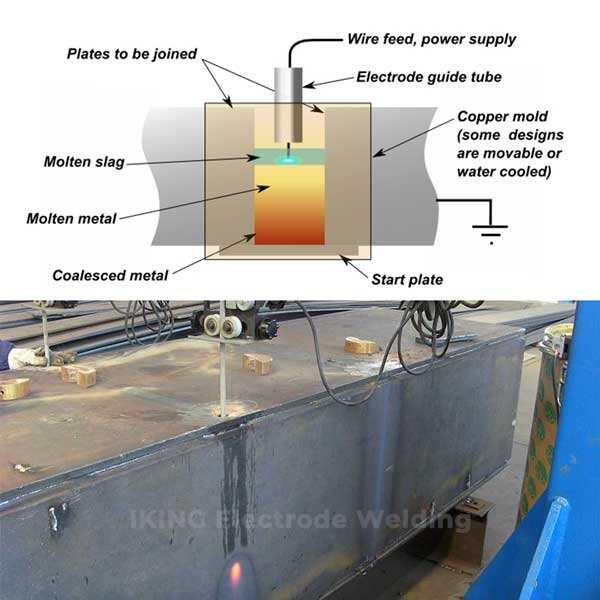
3. مبدأ العمل
3.1. تشغيل القوس: يتم إشعال قوس كهربائي بين السلك ولوحة البدء، مما يذيب المادة الكيميائية لتكوين بركة ركام.
3.2. نقل الركام: بعد انطفاء القوس، يتدفق التيار عبر الركام، مما يولد درجات حرارة تتراوح بين 1700-2000°C لذوبان اللواقط والمعدن الأساسي.
3.3. التصلب العمودي: يتصلب المعدن المنصهر تحت أحذية النحاس المبردة بالماء، مما يشكل لحامًا موحدًا.
4. المعدات والمكونات الرئيسية
4.1. مصدر الطاقة:
مصدر طاقة AC أو DC مع نطاق تيار يتراوح بين 400-1000A (قابل للتخصيص).
4.2. المادة الكيميائية:
ركام ذي توصيلية عالية (مثل CaF₂-Al₂O₃-مستند). الشائع منها يشمل:
أ. HJ360: مادة كيميائية تحتوي على منغنيز متوسط، وسيليكون عالي، وفلوريد متوسط، تُستخدم للصلب منخفض الكربون والصلب المقاوم.
ب. HJ170: موصل في الحالة الصلبة، يستخدم لبدء برك الركاز.
ج. HJ431: مادة تفاعلية متعددة الاستخدامات لتطبيقات ESW العامة.
4.3. الأقطاب:
أ. أسلاك: صلب منخفض السبائك (على سبيل المثال، H08MnA، H08Mn2SiA).
ب. ألواح/فوهات: مواد مثل Q295 (09Mn2) أو أنابيب فولاذية مجوفة 20#.
5. التطبيقات
5.1. الماكينات الثقيلة: أوعية ضغط، دوارات توربينات المياه.
5.2. مشاريع الطاقة: أبراج توربينات الرياح (سمك 60-150 مم)، أوعية مفاعلات نووية.
5.3. الجسور وبناء السفن: عوارض مغلقة، أقسام هيكل السفينة.
6. المزايا والقيود
أ. المزايا:
اللحام بمرور واحد للصفائح الفائقة السماكة (30-1000+ مم)، أسرع 5-10 مرات من اللحام بالقوس المغمور.
اللحام عالي النقاء بسبب طفو الشوائب في الركازة.
قابل للتكيّف مع الصلب الهيكلي والصبوبات.
B.القيود:
b1. مقيد بمواقع عمودية؛ تكلفة معدات مرتفعة.
b2. قد يؤدي إدخال حرارة زائدة إلى تكوين بلورة خشنة في منطقة التأثير الحراري.
b3. غالباً ما يكون من الضروري إعادة التسوية بعد اللحام لاستعادة المتانة.
7. معلمات العملية الحرجة
7.1 العوامل الرئيسية المؤثرة على جودة اللحام:
a. التيار والجهد: القيم الأعلى تزيد من إدخال الحرارة لكنها قد تؤدي إلى عدم استقرار حوض الركازة.
ب. عرض الفجوة: الفجوات الأكبر تزيد من الاختراق لكنها تقلل من الكفاءة.
ج. عمق بركة الركام: يؤثر على عرض اللحام واستقرار العملية.
7.2 مثال على التحسين:
للحصول على لحام واسع وساحق:
أ. زيادة الجهد أو تقليل التيار.
ب. ضبط عرض الفجوة وعمق الركام ضمن تحملات ضيقة.
8. دراسة حالة
في مشروع سد الثلاثة جorges في الصين، مكن ESW اللحام ذو المرور الواحد للوحات فولاذية سميكة 300 مم المستخدمة في توربينات المولدات، مما قلل من وقت البناء بنسبة 60%.
لمزيد من التفاصيل، يرجى التواصل معنا.
 أخبار ساخنة
أخبار ساخنة2025-04-16
2025-03-26
2025-03-26
2025-03-26

Founded in 1991, China IKING Industrial Group is a global leader in advanced welding solutions. With over 30 years of expertise, we specialize in designing, manufacturing, and deploying state-of-the-art submerged arc welders, electroslag welding systems, and stud welding equipment. Our innovative technologies have empowered industries like wind energy, shipbuilding, rail transportation, and heavy machinery across 100+ countries, delivering over 10,000 high-performance machines worldwide.
RM801-822, Hongxing Building 3, Linke West Road, Hedong District, Tianjin, China
Copyright © 2025 China IKING Industrial Group Co., Ltd. All right reserved سياسة الخصوصية






